
କାର୍ ଆସେସୋରିଜ୍ ପାଇଁ ଭଲ ଗୁଣବତ୍ତା କଷ୍ଟମ୍ ଧାତୁ ନମ୍ର ଅଂଶ |

ବର୍ଣ୍ଣନା
| ଉତ୍ପାଦ ପ୍ରକାର | କଷ୍ଟୋମାଇଜ୍ ଉତ୍ପାଦ | |||||||||||
| ଏକ-ଷ୍ଟପ୍ ସେବା | | ଛାଞ୍ଚ ବିକାଶ ଏବଂ ଡିଜାଇନ୍-ନମୁନା-ବ୍ୟାଚ୍ ଉତ୍ପାଦନ-ଯାଞ୍ଚ-ପୃଷ୍ଠ ଚିକିତ୍ସା-ପ୍ୟାକେଜିଂ-ବିତରଣ | | |||||||||||
| ପ୍ରକ୍ରିୟା | ଷ୍ଟାମ୍ପିଂ , ନଇଁବା , ଗଭୀର ଚିତ୍ର, ସିଟ୍ ଧାତୁ ଗଠନ , ୱେଲଡିଂ , ଲେଜର କଟିଙ୍ଗ ଇତ୍ୟାଦି | | |||||||||||
| ସାମଗ୍ରୀ | କାର୍ବନ ଷ୍ଟିଲ, ଷ୍ଟେନଲେସ ଷ୍ଟିଲ, ଆଲୁମିନିୟମ, ତମ୍ବା, ଗାଲଭାନାଇଜଡ୍ ଷ୍ଟିଲ୍ ଇତ୍ୟାଦି | | |||||||||||
| ପରିମାପ | ଗ୍ରାହକଙ୍କ ଚିତ୍ର କିମ୍ବା ନମୁନା ଅନୁଯାୟୀ | | |||||||||||
| ସମାପ୍ତ | ସ୍ପ୍ରେ ପେଣ୍ଟିଂ, ଇଲେକ୍ଟ୍ରୋପ୍ଲେଟିଂ, ହଟ୍-ଡିପ୍ ଗାଲ୍ଭାନାଇଜିଂ, ପାଉଡର ଆବରଣ, ଇଲେକ୍ଟ୍ରୋଫୋରେସିସ୍, ଆନାଡାଇଜିଂ, କଳା କରିବା ଇତ୍ୟାଦି | | |||||||||||
| ଆବେଦନ କ୍ଷେତ୍ର | | ଅଟୋ ପାର୍ଟସ୍, କୃଷି ଯନ୍ତ୍ରପାତି ଅଂଶ, ଇଞ୍ଜିନିୟରିଂ ଯନ୍ତ୍ରପାତି ଅଂଶ, ନିର୍ମାଣ ଇଞ୍ଜିନିୟରିଂ ପାର୍ଟସ୍, ବଗିଚା ସାମଗ୍ରୀ, ପରିବେଶ ଅନୁକୂଳ ଯନ୍ତ୍ରପାତି ଅଂଶ, ଜାହାଜ ଅଂଶ, ବିମାନ ଅଂଶ, ପାଇପ୍ ଫିଟିଙ୍ଗ୍, ହାର୍ଡୱେର୍ ଟୁଲ୍ ପାର୍ଟସ୍, ଖେଳନା ଅଂଶ, ଇଲେକ୍ଟ୍ରୋନିକ୍ ଅଂଶ ଇତ୍ୟାଦି | | |||||||||||
ଆଡଭାଣ୍ଟସ୍ |
1. 10 ବର୍ଷରୁ ଅଧିକ |ବିଦେଶୀ ବାଣିଜ୍ୟ ବିଶେଷଜ୍ଞତା |
2. ପ୍ରଦାନ କରନ୍ତୁ |ଗୋଟିଏ ଷ୍ଟପ୍ ସେବା |ଛାଞ୍ଚ ଡିଜାଇନ୍ ଠାରୁ ଉତ୍ପାଦ ବିତରଣ ପର୍ଯ୍ୟନ୍ତ |
3. ଦ୍ରୁତ ବିତରଣ ସମୟ, ପ୍ରାୟ30-40 ଦିନ |।ଗୋଟିଏ ସପ୍ତାହ ମଧ୍ୟରେ ଷ୍ଟକ୍ରେ |
4. କଠୋର ଗୁଣବତ୍ତା ପରିଚାଳନା ଏବଂ ପ୍ରକ୍ରିୟା ନିୟନ୍ତ୍ରଣ (ISOପ୍ରମାଣିତ ଉତ୍ପାଦକ ଏବଂ କାରଖାନା) |
5. ଅଧିକ ଯୁକ୍ତିଯୁକ୍ତ ମୂଲ୍ୟ |
6. ବୃତ୍ତିଗତ, ଆମର କାରଖାନା ଅଛି |10 ରୁ ଅଧିକଧାତୁ ଷ୍ଟାମ୍ପିଂ ଶୀଟ୍ ଧାତୁ କ୍ଷେତ୍ରରେ ବର୍ଷର ଇତିହାସ |
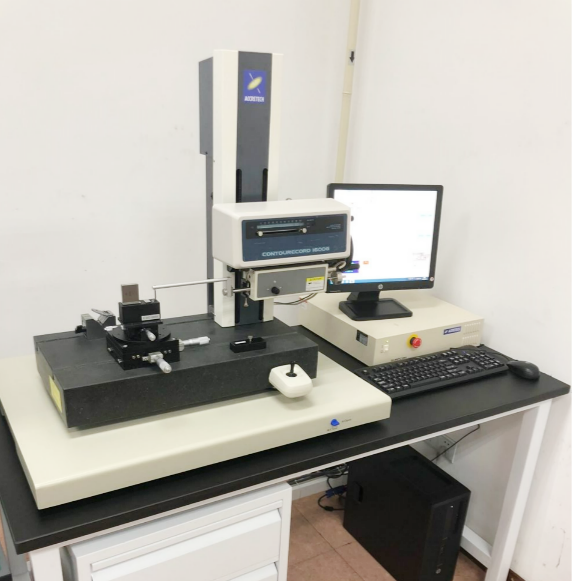
ଗୁଣବତ୍ତା ପରିଚାଳନା



ବିକର୍ସ କଠିନତା ଉପକରଣ |
ପ୍ରୋଫାଇଲ୍ ମାପ ଉପକରଣ
ସ୍ପେକ୍ଟ୍ରୋଗ୍ରାଫ୍ ଉପକରଣ
ତିନୋଟି ସଂଯୋଜନା ଯନ୍ତ୍ର |
ପଠାଇବା ଚିତ୍ର |




ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା |
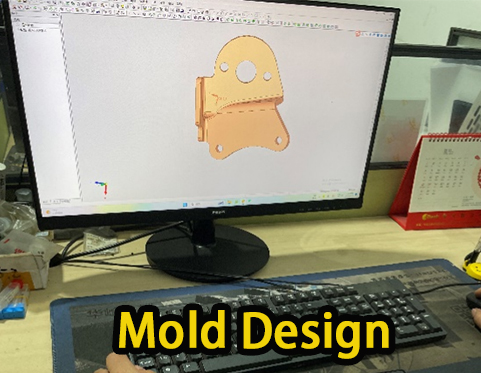



01. ଛାଞ୍ଚ ଡିଜାଇନ୍ |
02. ଛାଞ୍ଚ ପ୍ରକ୍ରିୟାକରଣ |
03. ତାର କାଟିବା ପ୍ରକ୍ରିୟାକରଣ |
04. ଗରମ ଉତ୍ତାପ ଚିକିତ୍ସା |
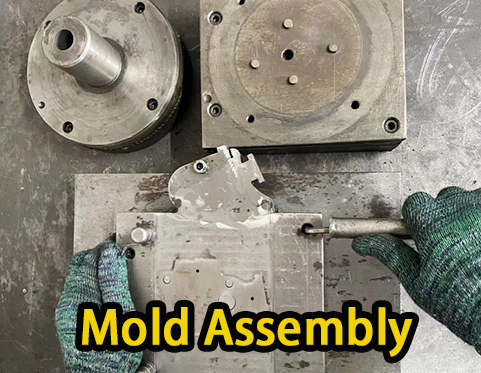



05. ଛାଞ୍ଚ ସଭା |
06. ଛାଞ୍ଚ ତ୍ରୁଟି ନିବାରଣ |
07. ଦେବେରିଙ୍ଗ୍ |
08. ଇଲେକ୍ଟ୍ରୋପ୍ଲେଟିଂ |
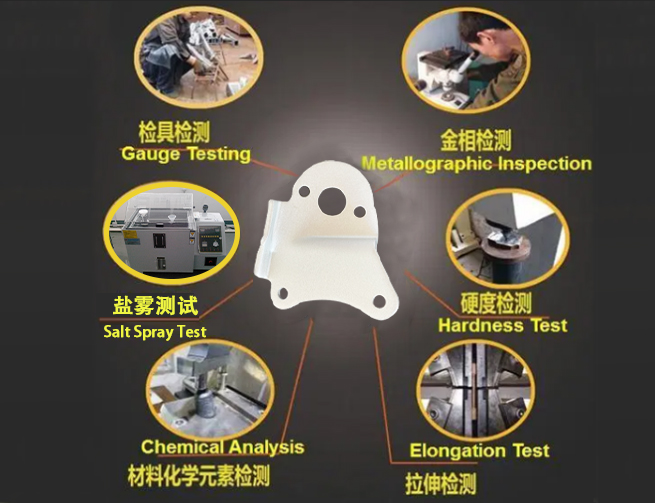

09. ଉତ୍ପାଦ ପରୀକ୍ଷା
10. ପ୍ୟାକେଜ୍
ଧାତୁ ଷ୍ଟାମ୍ପିଂ ଉତ୍ପାଦନ ପରିମାଣ |
ସିଟ୍ ମେଟାଲ୍ ଷ୍ଟାମ୍ପ୍ ପାଇଁ Xinzhe ବିଭିନ୍ନ ପ୍ରକାରର ଉତ୍ପାଦନ ପରିମାଣ ପ୍ରଦାନ କରିଥାଏ, ଅନ୍ତର୍ଭୁକ୍ତ କରି:
କମ୍ ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନ |
କମ୍ ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନ ହେଉଛି 100,000 ୟୁନିଟ୍ ପର୍ଯ୍ୟନ୍ତ ଯେକ amount ଣସି ପରିମାଣ |ଗ୍ରାହକଙ୍କ ପାଇଁ ବ୍ୟୟ-ପ୍ରଭାବଶାଳୀତା ନିଶ୍ଚିତ କରିବାକୁ ଅଧିକାଂଶ ଷ୍ଟାମ୍ପ୍ ପ୍ରୋଜେକ୍ଟଗୁଡିକ ଅତି କମରେ 1000 ୟୁନିଟ୍ ଅଟେ |ଗ୍ରାହକମାନେ ପ୍ରୋଟୋଟାଇପ୍ ଏବଂ ବହୁ ଉତ୍ପାଦନ ମଧ୍ୟରେ ଏକ ଉତ୍ପାଦର ବିକାଶକୁ ଦୂର କରିବା ପାଇଁ ଏବଂ ବଜାରରେ ଏକ ଉତ୍ପାଦ କେତେ ଭଲ କରିବ ତାହା ଦେଖିବା ପାଇଁ ଗ୍ରାହକମାନେ ଛୋଟ ଧାତୁ ଷ୍ଟାମ୍ପିଂ ଅର୍ଡର ବ୍ୟବହାର କରନ୍ତି |ଯଦି ଜଣେ କ୍ରେତା କଷ୍ଟୋମାଇଜଡ୍ ଉତ୍ପାଦ ଖୋଜୁଛି ତେବେ ସ୍ୱଳ୍ପ ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନ ମଧ୍ୟ ସାହାଯ୍ୟ କରେ |ଛୋଟ ଭଲ୍ୟୁମ୍ ପାଇଁ ମଧ୍ୟ ଜିନ୍ଜେ ପ୍ରତି ୟୁନିଟ୍ ଖର୍ଚ୍ଚ କମ୍ ପ୍ରଦାନ କରନ୍ତି |
ମଧ୍ୟମ ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନ |
ଉତ୍ପାଦନର ମଧ୍ୟମ ପରିମାଣ 100,000 ରୁ 1 ନିୟୁତ ୟୁନିଟ୍ ମଧ୍ୟରେ |ଏହି ପରିମାଣର ଧାତୁ ଷ୍ଟାମ୍ପ୍ ଉତ୍ପାଦନ କମ୍ ଭଲ୍ୟୁମ୍ ଅର୍ଡରର ନମନୀୟତା ପ୍ରଦାନ କରୁଥିବାବେଳେ ପ୍ରତ୍ୟେକ ଅଂଶରେ କମ୍ ମୂଲ୍ୟ ସକ୍ଷମ କରିଥାଏ |ଏହା ସାଧନ ପାଇଁ କମ୍ ଅପ୍ ଫ୍ରଣ୍ଟ୍ ଖର୍ଚ୍ଚ ମଧ୍ୟ ପ୍ରଦାନ କରିବ |
ଉଚ୍ଚ ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନ |
ଉଚ୍ଚ ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନରେ 1 ମିଲିୟନ୍ ଅଂଶର ଅର୍ଡର ଅନ୍ତର୍ଭୁକ୍ତ |ଧାତୁ ଷ୍ଟାମ୍ପିଂ ବହୁତ ମାପନୀୟ ହୋଇଥିବାବେଳେ, ଉଚ୍ଚ ଭଲ୍ୟୁମ୍ ପାଇଁ ଏହା ଏକ ଅବିଶ୍ୱସନୀୟ ବ୍ୟୟ-ପ୍ରଭାବଶାଳୀ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା, କାରଣ ଏହା କଷ୍ଟମ୍ ଟୁଲ୍ ତିଆରି ମୂଲ୍ୟଠାରୁ ଆରମ୍ଭ କରି ୟୁନିଟ୍ ଖର୍ଚ୍ଚକୁ ହ୍ରାସ କରିଥାଏ |
ସର୍ଟ ରନ୍ ଷ୍ଟାମ୍ପ୍ |
ସର୍ଟ-ରନ୍ ଷ୍ଟାମ୍ପିଂ ହେଉଛି ସୀମିତ ଉପକରଣ ସଂଶୋଧନ ସହିତ ଏକ ସ୍ୱଳ୍ପ-ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନ |ସ୍ୱଳ୍ପ ରନ୍ ସହିତ, ସାମଗ୍ରିକ ଖର୍ଚ୍ଚ କମ୍ ହେବ କାରଣ ଆପଣଙ୍କୁ ପ୍ରକ୍ରିୟା କିମ୍ବା ଯନ୍ତ୍ରପାତି ବଦଳାଇବାକୁ ପଡିବ ନାହିଁ |ଅତି ସ୍ୱଳ୍ପ ରନ୍ରେ କ changing ଣସି ପରିବର୍ତ୍ତନକାରୀ କାରକ ରହିବ ନାହିଁ, ସର୍ବନିମ୍ନ ମୂଲ୍ୟକୁ ସକ୍ଷମ କରେ |କମ୍ ନମନୀୟତା, କମ୍ ଭଲ୍ୟୁମ୍ କିମ୍ବା ଏକ ନୂତନ ବଜାରରେ ପ୍ରବେଶ ଆବଶ୍ୟକ କରୁଥିବା ଅଂଶଗୁଡିକ ପାଇଁ ଏହି ଉତ୍ପାଦନ କ୍ଷମତା ସର୍ବୋତ୍ତମ |
ଲଙ୍ଗ୍ ରନ୍ ଷ୍ଟାମ୍ପ୍ |
ଲଙ୍ଗ୍-ରନ୍ ଷ୍ଟାମ୍ପ୍ ହେଉଛି ଏକ ଅଧିକ ଜଡିତ ଉତ୍ପାଦନ ରନ୍ ଯେଉଁଥିରେ ସମସ୍ତ କାରଣଗୁଡ଼ିକ ପରିବର୍ତ୍ତନଶୀଳ, ସମୟ ସହିତ ଅଧିକ ନମନୀୟତା ପାଇଁ ଅନୁମତି ଦେଇଥାଏ ଯେହେତୁ ଉତ୍ପାଦନ ରେଖା ଟ୍ୟୁନ୍ ଏବଂ ସ୍କେଲ ପାଇଁ ଅପ୍ଟିମାଇଜ୍ |ଦୀର୍ଘ ପ୍ରକ୍ରିୟା ଷ୍ଟାମ୍ପିଂ ଅଧିକ ଖର୍ଚ୍ଚ ବହନ କରିବ କାରଣ ପ୍ରତ୍ୟେକ ପ୍ରକ୍ରିୟା, ସାମଗ୍ରୀ, କିମ୍ବା ମେସିନ୍ ଅଂଶ ପରିବର୍ତ୍ତନ ଏବଂ ପରୀକ୍ଷଣ ହୋଇପାରେ |ତଥାପି, ଏହି ପରିବର୍ତ୍ତନଗୁଡ଼ିକ କ୍ରମାଗତ ଗୁଣବତ୍ତା, ପ୍ରତି ୟୁନିଟ୍ ଖର୍ଚ୍ଚ କମ୍, ଏବଂ ମିନିଟ୍ରେ ଶହ ଶହ ଅଂଶ ପର୍ଯ୍ୟନ୍ତ ଅବିଶ୍ୱସନୀୟ ଥ୍ରୋପପ୍ ପ୍ରଦାନ କରେ |
ଷ୍ଟାମ୍ପ୍ ର ପ୍ରକାର |
ଆପଣଙ୍କ ଉତ୍ପାଦ ଉତ୍ପାଦନ ପାଇଁ ସବୁଠାରୁ ପ୍ରଭାବଶାଳୀ ପଦ୍ଧତି ନିଶ୍ଚିତ କରିବାକୁ ଆମେ ଏକକ ଏବଂ ମଲ୍ଟିଷ୍ଟେଜ୍, ପ୍ରଗତିଶୀଳ ମର, ଗଭୀର ଡ୍ର, ଚାରି ସ୍ଲାଇଡ୍ ଏବଂ ଅନ୍ୟାନ୍ୟ ଷ୍ଟାମ୍ପିଂ ପଦ୍ଧତି ପ୍ରଦାନ କରୁ |ଜିନଜେଙ୍କ ବିଶେଷଜ୍ଞମାନେ ଆପଣଙ୍କର ଅପଲୋଡ୍ ହୋଇଥିବା 3D ମଡେଲ୍ ଏବଂ ବ technical ଷୟିକ ଚିତ୍ରଗୁଡ଼ିକର ସମୀକ୍ଷା କରି ଉପଯୁକ୍ତ ଷ୍ଟାମ୍ପ୍ ସହିତ ଆପଣଙ୍କର ପ୍ରୋଜେକ୍ଟ ସହିତ ମେଳ କରିପାରିବେ |
- ପ୍ରଗତିଶୀଳ ଡାଏ ଷ୍ଟାମ୍ପିଂ ଏକାଧିକ ମୃତ୍ୟୁ ଏବଂ ଗଭୀର ଅଂଶ ସୃଷ୍ଟି କରିବା ପାଇଁ ପଦକ୍ଷେପ ବ୍ୟବହାର କରେ ଯାହା ସାଧାରଣତ single ଏକକ ମୃତ୍ୟୁ ଦ୍ୱାରା ହାସଲ ହୋଇପାରିବ |ଏହା ବିଭିନ୍ନ ଅଂଶରେ ଏକାଧିକ ଜ୍ୟାମିତିକୁ ମଧ୍ୟ ସକ୍ଷମ କରିଥାଏ |ଏହି କ que ଶଳ ଉଚ୍ଚ ଭଲ୍ୟୁମ୍ ଏବଂ ଅଟୋମୋବାଇଲ୍ ଶିଳ୍ପ ପରି ବଡ଼ ଅଂଶ ପାଇଁ ସର୍ବୋତ୍ତମ ଉପଯୁକ୍ତ |ଟ୍ରାନ୍ସଫର ଡାଏ ଷ୍ଟାମ୍ପିଂ ଏକ ସମାନ ପ୍ରକ୍ରିୟା, ପ୍ରଗତିଶୀଳ ଡାଏ ଷ୍ଟାମ୍ପିଂ ବ୍ୟତୀତ ସମଗ୍ର ପ୍ରକ୍ରିୟା ମାଧ୍ୟମରେ ଟାଣାଯାଇଥିବା ଏକ ଧାତୁ ଷ୍ଟ୍ରିପ୍ ସହିତ ସଂଲଗ୍ନ ହୋଇଥିବା ଏକ କାର୍ଯ୍ୟକ୍ଷେତ୍ରକୁ ଅନ୍ତର୍ଭୁକ୍ତ କରେ |ଟ୍ରାନ୍ସଫର ଡାଏ ଷ୍ଟାମ୍ପ୍ ୱାର୍କସିପ୍ ଅପସାରଣ କରେ ଏବଂ ଏହାକୁ ଏକ କନଭେୟର ସହିତ ଘୁଞ୍ଚାଏ |
- ଗଭୀର ଡ୍ର ଷ୍ଟାମ୍ପିଂ ଆବଦ୍ଧ ଆୟତକ୍ଷେତ୍ର ପରି ଗଭୀର ଗୁହାଳ ସହିତ ଷ୍ଟାମ୍ପିଂ ସୃଷ୍ଟି କରେ |ଏହି ପ୍ରକ୍ରିୟା କଠିନ ଖଣ୍ଡ ସୃଷ୍ଟି କରେ କାରଣ ଧାତୁର ଚରମ ବିକୃତି ଏହାର ସଂରଚନାକୁ ଅଧିକ ସ୍ଫଟିକ୍ ରୂପରେ ସଙ୍କୋଚନ କରେ |ଷ୍ଟାଣ୍ଡାର୍ଡ ଡ୍ର ଷ୍ଟାମ୍ପିଂ, ଯାହା ଧାତୁକୁ ଆକୃଷ୍ଟ କରିବା ପାଇଁ ବ୍ୟବହୃତ ଅସ୍ଥାୟୀ ମୃତ୍ୟୁ ସହିତ ଜଡିତ, ସାଧାରଣତ used ବ୍ୟବହୃତ ହୁଏ |
- ଫୋର୍ସାଇଡ୍ ଷ୍ଟାମ୍ପ୍ ଗୋଟିଏ ଦିଗ ପରିବର୍ତ୍ତେ ଚାରି ଅକ୍ଷରୁ ଅଂଶଗୁଡ଼ିକୁ ଆକୃତି କରେ |ଏହି ପଦ୍ଧତି ଫୋନ୍ ବ୍ୟାଟେରୀ ସଂଯୋଜକ ପରି ଇଲେକ୍ଟ୍ରୋନିକ୍ସ ଉପାଦାନ ସହିତ ଛୋଟ ଜଟିଳ ଅଂଶ ଉତ୍ପାଦନ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ |ଅଧିକ ଡିଜାଇନ୍ ନମନୀୟତା, କମ୍ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ ଏବଂ ଦ୍ରୁତ ଉତ୍ପାଦନ ସମୟ ପ୍ରଦାନ କରିବା, ଏରୋସ୍ପେସ୍, ମେଡିକାଲ୍, ଅଟୋମୋବାଇଲ୍ ଏବଂ ଇଲେକ୍ଟ୍ରୋନିକ୍ସ ଶିଳ୍ପରେ ଚାରି ସ୍ଲାଇଡ୍ ଷ୍ଟାମ୍ପିଂ ଲୋକପ୍ରିୟ |
- ହାଇଡ୍ରୋଫର୍ମିଂ ହେଉଛି ଷ୍ଟାମ୍ପିଂର ଏକ ବିବର୍ତ୍ତନ |ସିଟ୍ ଗୁଡିକ ଏକ ତଳ ଆକୃତିର ଏକ ଡାଏ ଉପରେ ରଖାଯାଇଥିବାବେଳେ ଉପର ଆକୃତି ହେଉଛି ତେଲର ଏକ ବ୍ଲାଡର୍ ଯାହା ଉଚ୍ଚ ଚାପରେ ଭରିଥାଏ, ଧାତୁକୁ ନିମ୍ନ ଡାଏ ଆକାରରେ ଦବାଇଥାଏ |ଏକାଧିକ ଅଂଶ ଏକାସାଙ୍ଗରେ ହାଇଡ୍ରୋଫର୍ମ ହୋଇପାରେ |ହାଇଡ୍ରୋଫର୍ମିଂ ହେଉଛି ଏକ ଶୀଘ୍ର ଏବଂ ସଠିକ୍ କ techni ଶଳ, ଯଦିଓ ଏହା ଶୀଟ୍ ରୁ ଅଂଶଗୁଡ଼ିକୁ କାଟିବା ପାଇଁ ଏକ ଟ୍ରିମ୍ ଡାଏ ଆବଶ୍ୟକ କରେ |
- ଖାଲି ହେବା ପୂର୍ବରୁ ଶୀଟ୍ ରୁ ଖଣ୍ଡଗୁଡ଼ିକୁ କାଟିଦିଏ |ଫିନବ୍ଲାନ୍କିଂ, ଖାଲିର ଏକ ଭିନ୍ନତା, ସୁଗମ ଧାର ଏବଂ ସମତଳ ପୃଷ୍ଠ ସହିତ ସଠିକ୍ କାଟ କରେ |
- କୋଇନିଂ ହେଉଛି ଅନ୍ୟ ଏକ ପ୍ରକାର ଖାଲି ଯାହା ଛୋଟ ଗୋଲାକାର କାର୍ଯ୍ୟକ୍ଷେତ୍ର ସୃଷ୍ଟି କରେ |ଯେହେତୁ ଏହା ଏକ ଛୋଟ ଖଣ୍ଡ ଗଠନ ପାଇଁ ମହତ୍ force ପୂର୍ଣ ଶକ୍ତି ସହିତ ଜଡିତ, ଏହା ଧାତୁକୁ କଠିନ କରିଥାଏ ଏବଂ ବର ଏବଂ ରୁଗ୍ ଧାରକୁ ବାହାର କରିଥାଏ |
- ପିଞ୍ଚ କରିବା ଖାଲି କରିବାର ବିପରୀତ ଅଟେ;ଏହା ଏକ ୱାର୍କସିପ୍ ତିଆରି କରିବା ପାଇଁ ସାମଗ୍ରୀ ଅପସାରଣ କରିବା ପରିବର୍ତ୍ତେ କାର୍ଯ୍ୟକ୍ଷେତ୍ରରୁ ପଦାର୍ଥ ଅପସାରଣକୁ ଅନ୍ତର୍ଭୁକ୍ତ କରେ |
- ଏମ୍ବୋସିଂ ଧାତୁରେ ଏକ ତ୍ରି-ଦିଗୀୟ ଡିଜାଇନ୍ ସୃଷ୍ଟି କରେ, ଯାହା ଭୂପୃଷ୍ଠରୁ ଉପରକୁ ଉଠିଥାଏ କିମ୍ବା ଏକ ଉଦାସୀନତା ମାଧ୍ୟମରେ |
ଏକ ଅକ୍ଷରେ ନଇଁବା ଘଟେ ଏବଂ U, V, କିମ୍ବା L ଆକୃତିରେ ପ୍ରୋଫାଇଲ୍ ସୃଷ୍ଟି କରିବାକୁ ପ୍ରାୟତ used ବ୍ୟବହୃତ ହୁଏ |ଏହି କ que ଶଳଟି ଗୋଟିଏ ପାର୍ଶ୍ୱକୁ ବନ୍ଦ କରି ଅନ୍ୟ ପାର୍ଶ୍ୱକୁ ଏକ ମର ଉପରେ ବଙ୍କା କରି କିମ୍ବା ଧାତୁକୁ ଏକ ମରିବା କିମ୍ବା ବିରୁଦ୍ଧରେ ଦବାଇ ସମ୍ପନ୍ନ ହୁଏ |ସମଗ୍ର ଅଂଶ ପରିବର୍ତ୍ତେ ଟ୍ୟାବ୍ କିମ୍ବା ଏକ ୱାର୍କସିପ୍ ର କିଛି ଅଂଶ ପାଇଁ ଫ୍ଲେଞ୍ଜ୍ ବଙ୍କା ହେଉଛି |





